






Welding can range anywhere from simple joins and primary connections to fantastically elaborate art, but it all boils down to a small handful of techniques leveraged with mastery. Even master welders needed to start somewhere, and that somewhere is learning the different kinds of joints. Of the five types of joints, the Tee Joint is among the easiest to understand.
Welding can range anywhere from simple joins and primary connections to fantastically elaborate art, but it all boils down to a small handful of techniques leveraged with mastery. Even master welders needed to start somewhere, and that somewhere is learning the different kinds of joints. Of the five types of joints, the Tee Joint is among the easiest to understand.
What is a Tee Joint?
Different welding joints refer to various positions and angles of the two pieces of material being welded together. Tee joints are one of several kinds of joints, including butt joints, lap joints, and others.
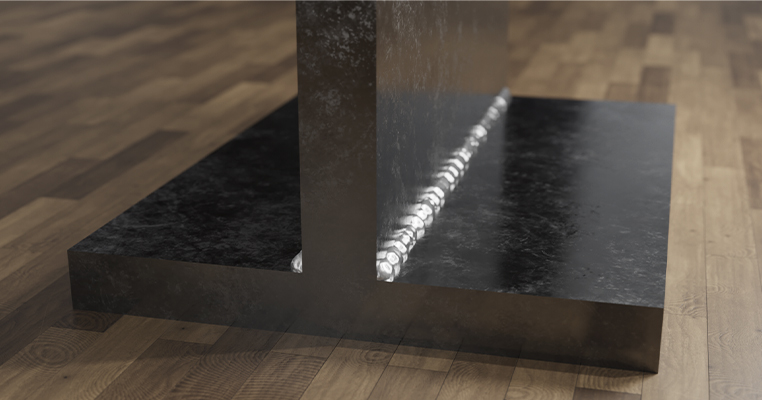
Tee joints, also known as T joints, refer to the shape of the materials making a perpendicular connection, like a T. It doesn’t have to be precisely 90 degrees, but a right-angle connection is by far the most common. Though deceptively simple in shape, you can make tee joints with various weld types.
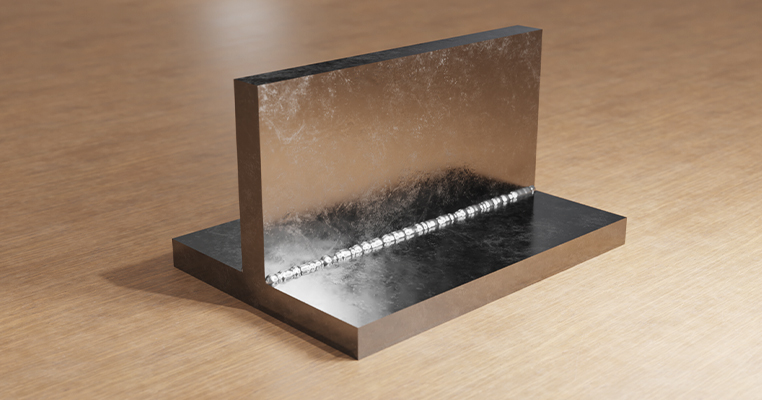
Tee joints are most often used when the requirements are simple: two materials need to be connected perpendicularly and aren’t shaped oddly. They are also common in machine applications and structural welding. Think table legs attaching to a table or pipes to a cross-member for a railing.
A tee joint may be welded on one side of the material, or it can be welded on both sides. For example, when joining two flat pieces of metal, both sides of the vertical member are easily accessible and can be welded. When joining a pipe to a flat surface, the outer side is accessible, but the inner is not. Additionally, for added penetration and strength, the weld may use plugs from the back side of the cross-piece.
The Difference Between a Weld and a Joint
In welding, it’s important to distinguish between a weld and a joint. Both are essential to any connection, and knowing which to use in which situation is part of learning and mastering welding.

A weld is a method in which two materials are joined, and any grinding or drilling is necessary to prepare the materials. Different kinds of welds lend different types of strength to the resulting joint. The most superficial tee joints are welded using a primary fillet weld; the materials are placed against each other, and the weld adheres them together. More complex versions involve beveled welds, J-welds, plug welds, slot welds, or melt-through welds.
So: a joint is the position of the materials, and a weld is how they are connected.
The needs of the finished product largely determine the choice of the weld. For example, a simple fillet weld is usually satisfactory if the joint is mainly cosmetic and does not need a high degree of strength. Conversely, if the joint is expected to bear significant loads or withstand lamellar tearing, more thorough preparations will be necessary.
The Pros and Cons of a Tee Joint
Tee joints are simple joints with many avenues to make them more complex and robust.
Typically, a tee joint is simple and relatively easy/fast to produce. When done correctly, tee joints can be pretty strong. However, they must be done correctly; if the materials are thick, you must prepare the edges, and additional support may be necessary.
The most significant risk is lamellar tearing, where the base material cracks due to inclusions and imperfections in the metal, and the contraction is caused by the welding heat. Lamellar tearing occurs because of tensile stress, which can limit the utility of the tee joint.
Tee joints can also be deceptive. With basic fillet welding, a joint can look and feel solid while only being adhered to on a surface level, meaning the joint will be prone to failure. With thicker materials or materials that will need to bear the stress, you must ensure that proper penetration into the metal fully adheres to the pieces.
How to Weld a Tee Joint
Welding a tee joint is simple, and it’s often a great introduction to welding. Here’s how to do it. For this article, we assume that you’re using an appropriate kind of welding (between stick, TIG, and MIG) and that you have the necessary equipment. If you’re still learning, your mentor should be able to provide you with what you need.
As a quick primer:
- Stick welding is the oldest process and involves consumable sticks of electrodes. It’s cheap, versatile, and easy but also prone to molten spatter and slag, requiring more finishing. Stick welding is also the best outdoors and requires the least cleaning.
- MIG (Metal Inert Gas) welding uses an automatic feed process for its electrode and shielding gas to protect the weld from atmospheric contamination. It’s easy to learn but more expensive and often requires enough equipment that there are better choices than this if you need a portable solution. It also requires more pre-weld cleaning.
- TIG (Tungsten Inert Gas) welding is the most complex and high-skill version of welding, most used by artists and artisans. It provides the cleanest and strongest welds but the most coordination and care and the most preparation.
Picking the right kind of welding is essential. However, as a beginner, you will likely be starting with either stick or MIG welding and learning the ins and outs of the process before digging deeper into the most appropriate kind of welding for each job.
Step 1: Safety
Welding, when done correctly, is a safe process for both hobbyists and career practitioners. However, it has many different ways to go wrong, so safety is paramount.

Make sure you have an appropriate safety checklist before starting any weld.
- Ensure you have the appropriate safety equipment, including welding gloves, a helmet or mask, a jacket or apron, and work boots. You may also consider a respirator, depending on the kind of welding and the location where you’re working.
- Work in an appropriate location, outdoors, in a welding shop, or in an otherwise safe area. Be wary of nearby flammable objects, and make sure you have safety tools, such as a fire extinguisher, fire blanket, and eye wash bottle.
- Ensure proper ventilation when welding.
- Take care of electrical safety, and ensure your equipment is in good working order.
Welding safety is critical, so take this step, no matter how deep into welding you delve.
Step 2: Prepare Your Materials
Impurities are the enemy of solid welds. Before welding metal, you must prepare that metal. There are two kinds of preparation; you must do the first for every joint, and the second depends on the type of weld.
To prepare your materials, you’ll need an angle grinder to remove surface materials, mill scale, dirt, paint, and any other impurities that can get between the two pieces of metal and your filler material. Remember lamellar tearing? Lamellar tearing can be minimized or avoided in various ways, including cleaning. Welding two pieces without adequately cleaning them will result in those impurities baked into the weld, weakening it for inevitable failure.
It’s also a good idea to clean a spot for your ground clamp to ensure a solid connection and reduce the risk of stray shocks.

At this point, you would typically be thinking of what kind of joint to use, but as we’re discussing tee joints, that choice is made for us. So, now you must consider what type of weld to use.
- Fillet welds do not require further preparation of the materials and are best used when strength is not needed or when the materials are thin.
- Beveled welds grind a straight, diagonal cross-section from the vertical member of the T, creating more space for the filler metal and deeper penetration. These are commonly used when a stronger weld is needed and for pipe welding.
- J-welds are similar to beveled welds, except they leave more material at the curve of the J. This technique gives the weld more strength, similar to the beveled weld, but leaves more material in the contact surface, so there’s a more significant margin of error.
- Plug or Slot welds involve drilling or grinding holes in the flat member of the T to create plugs or slots of filler material to lend additional strength to the joint. These require further preparation but form a stronger joint.
Note that the choice between a J or a V bevel primarily comes down to the tools you have on hand. A J is usually better if you have a tool to produce the bevel. J welds are slightly more robust and easier to do but are harder to bevel by hand uniformly.
Basic fillet welding is fine for practice welds or simple bevels to practice something more complex.
Step 3: Take Position and Tack Weld
High-quality welding requires even, thorough, steady handling of your welding gun. To facilitate this, you want yourself and your materials to be positioned such that you need to move as little as possible to perform the weld. Practice moving the gun across the weld, maintaining a steady hand. Reposition if you encounter something in your way or would otherwise need to reposition mid-weld.

Next, you’ll want to secure the two pieces using a tack weld. Tack welding is performed by making small dots of weld to hold the materials in place for the final weld. This step is also your last opportunity to verify accurate positioning, angles, and squaring of the materials. No one wants to weld a T only to find it looks more like a 7!
After you have tacked the vertical member in place, you are ready to begin the final weld.
Step 4: Lay the First Bead
You move your welding gun over a joint and deposit filler material when welding a joint. The pattern in which you do this is called a bead. The simplest bead is a stringer, a single straight bead across the joint being welded.
Different kinds of beads allow you to create more comprehensive welds and better control the heat in your weld. For example, this image shows multiple motions, such as waves, triangles, and ladders:
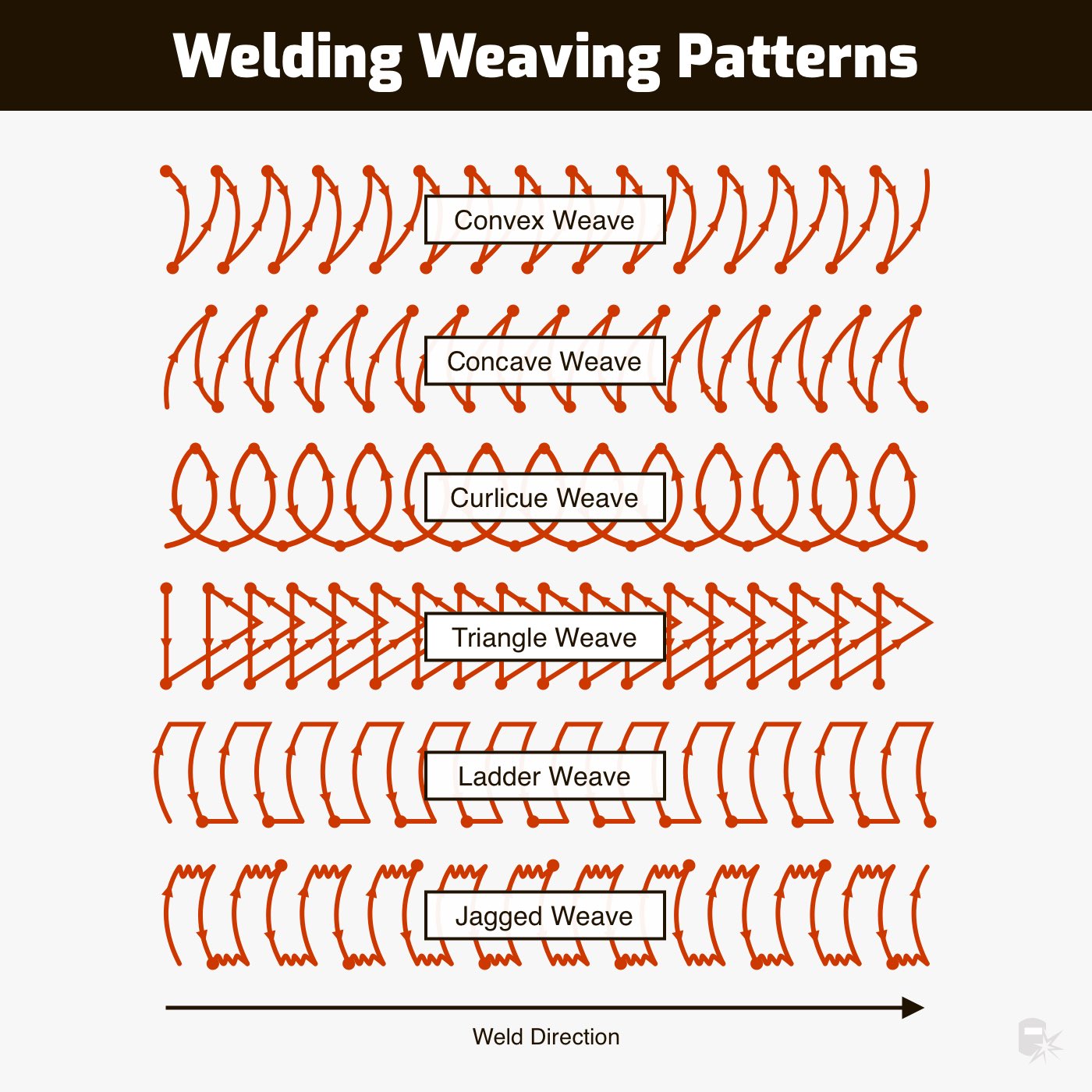
Other types of beads include weaving actions of various sorts. You can learn more about these kinds of beads here.
A simple stringer bead is all you need for a practice weld and a beginner welder. Later, you can practice other kinds of beads, different positions for welding, and different circumstances in which welding can go wrong. After all, it’s just as important to know how things fail as it is to understand how they go right, so you can recognize it and learn to adjust.
If your materials are particularly thick, you may need to lay more than one bead. You may also need to return to step 2 to re-clean the weld for a second pass to prevent slag from contaminating and weakening the joint.
Step 5: Grind and Finish
Once your weld is complete, it’s time to finish it.
If your weld is not going to be visible, or if the overall look of the weld doesn’t matter, then you’re done. Unfinished welds can look beautiful in the hands of a professional, but they may also be susceptible to rust when exposed to the elements. Welds are often the first area in construction to rust.

So, you may need to finish the weld. Completing a weld can involve:
- Grinding the weld to remove slag left over from the welding process (particularly with stick welding).
- Grinding to smooth out unevenness in the weld itself (which is familiar with beginners and those with trouble keeping steady hands.)
- Paint and other treatments for the finished product.
If you are planning to grind your joint, you should exercise caution. It’s effortless to over-grind and to weaken (or even remove) your weld entirely, separating your pieces and leaving you back at square one. While that can give you a good source of another round of practicing, it’s not a habit you want to get into.
Conclusion
Welding is an essential skill for any tradesperson, and at the same time, it is one of the most satisfying. There are many different types of welds, but the tee joint is one of the most common, so if you’ve been looking for a good beginner’s guide, this should help.
We recommend reading these two articles for more information on the basics: welding safety and welding equipment.
If there’s anything in particular that you’re wondering about, then please don’t hesitate to contact us!





Leave a Reply