





Recent Articles
Stay updated with our latest insights in welding, featuring expert tips, company news, product discussions and more.

Filter
Case Study: How Precise Manufacturing & Engineering Scaled Production with Red-D-Arc and BotX™
Discover how Precise Manufacturing & Engineering unlocked high-volume batch production and cut post-weld cleanup time by 80% using the BotX™ cobot welding system. By streamlining repetitive tasks…

Diesel vs Natural Gas Generators for Welding Sites
Choosing between diesel and natural gas generators comes down to balancing fuel availability, operating costs, and jobsite emissions requirements. This head-to-head comparison breaks down the key performance…

When Do You Need Hydrogen Bake-Out After Welding?
Hydrogen entrapment in high-strength steel can lead to catastrophic cracking if left unaddressed prior to welding. Learn when a pre-weld hydrogen bake-out is required, how it works,…
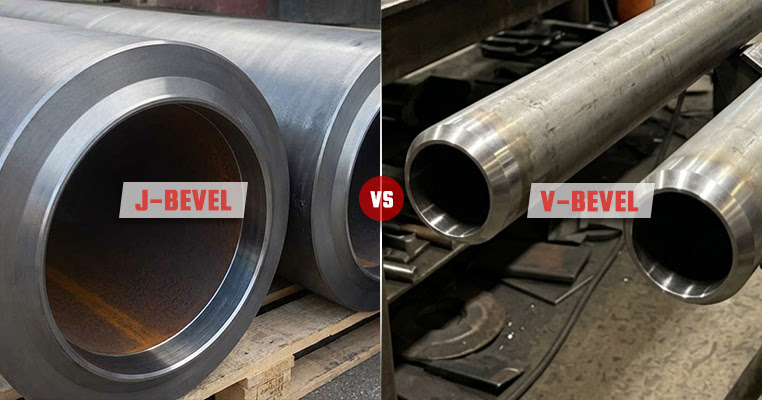
J-Bevel vs V-Bevel for Heavy-Wall Pipe Welding
Choosing between a J-bevel and a V-bevel can make or break your project’s efficiency, weld quality, and material costs. This guide breaks down how each joint preparation…

Red-D-Arc National Accounts Program
Stop managing fragmented vendors and start scaling with a single, strategic procurement partner engineered for large-scale North American builds. Discover how the Red-D-Arc National Accounts program integrates…

Wet vs Dry Abrasive Blasting for Storage Tank Prep
Choosing the wrong blasting method for storage tank preparation can lead to blown schedules, regulatory fines, and premature coating failures. This guide breaks down the critical trade-offs…

Induction vs Resistance Preheat for Pipe Joints
Choosing the right preheat method is a balance between the rapid, uniform penetration of induction heating for heavy-wall alloys and the cost-effective, familiar reliability of resistance pads…
Three-Phase vs Single-Phase Power for Orbital Welding
Choosing between single-phase and three-phase power is a critical decision that impacts everything from arc stability and penetration depth to long-term electrical efficiency. While modern inverter technology…

Capital Conservation: Why Leading Fabricators are Moving to “Equipment-as-a-Service”
Modern metal fabrication leaders are moving away from traditional ownership in favor of agile “equipment-as-a-service” models to preserve capital and eliminate maintenance burdens. By leveraging Red-D-Arc’s rental…
Contact Us
Connect with your local Red-D-Arc sales team or our other welding industry experts by using this form.
Red-D-Arc is a subsidiary of Airgas, an Air Liquide company, and a leading provider of welding equipment rentals in North America.




Copyright © 2026 Red-D-Arc Inc. All rights reserved.

Airgas, an Air Liquide company, is a leading U.S. supplier of industrial, medical and specialty gases, as well as hardgoods and related products; one of the largest U.S. suppliers of safety products; and a leading supplier of ammonia products and process chemicals.