






The debate between induction coils and resistance pads has been going on at the tailgate of service trucks for years, and it doesn’t show any signs of settling down. The two methods appear in the same specs, on the same job sites, and each has die-hard fans who will give you a very convincing argument for whichever side they’re on. Ask around, and you’ll get a different answer from every welder and project manager in the room – which is actually a pretty fair reflection of how tough this call can be. The right choice tends to change quite a bit, and the conditions that drive it are almost never the same from one job to the next.
Each of them has tradeoffs that are worth weighing. Induction equipment does cost more up front. But on thick-wall chrome-moly work (where heat cycle times start to add up), it tends to pay for itself pretty fast. Resistance gear is more familiar, easier to find and much easier on a tight capital budget, though it can have a hard time pushing even heat through a heavy wall. A crew on a refinery turnaround that works with P91 pipe is up against a very different set of challenges than one running standard carbon steel butt welds on a water transmission line. The option that works in one situation won’t always translate well to the other.
Do this wrong (or skip it on the wrong base material altogether) and you’re looking at hydrogen-assisted cracking, residual stress buildup and weld failures that might not surface until long after the crew has left the site. A rework on a high-pressure alloy line costs far more than any time saved by rushing the choice – and in my experience, no one enjoys that discovery after the job is already done. The differences between these two methods in heat distribution, speed, coverage area and code compliance are well worth weighing before the first arc is ever struck.
Here is a look at both methods so you can choose the right one.
What Happens When You Skip the Preheat
A preheat is what stands between a strong weld and one that falls apart on you days (or weeks) after the job is done.
Of the reasons to preheat your base metal, hydrogen cracking is the biggest one. Any time you weld, hydrogen from moisture or your welding consumables can get trapped inside the weld metal and within the heat-affected zone (HAZ). A warm joint gives that hydrogen somewhere to go – it can escape before it gets a chance to cause any actual damage. Without enough preheat, that hydrogen stays locked in and slowly compromises the weld’s integrity over time.
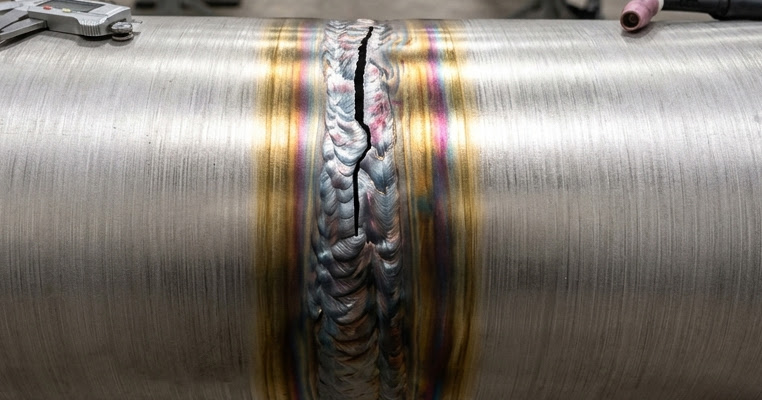
Thermal shock is the other half of this. Steel doesn’t manage sudden temperature swings well, and when a cold pipe gets pulled into a hot weld arc, there’s a pretty reliable recipe for cracking right at the bond line. Alloy steels like P91 are especially unforgiving here – the material has extremely tight tolerances for how it gets heated and cooled, and there’s very little room for error. Crack a P91 weld, and you’ll have to pull out an entire section and lose weeks of work.
Most welding specs call out a hard minimum preheat temperature for a reason that’s worth learning about. Hydrogen cracks like to develop quietly in a weld that looked clean on a visual inspection and even passed an early NDT check. The base material, heat input and the cooling rate all interact in ways that don’t finish playing out until hours or days later. By the time a failure actually shows itself, the repair situation has gone from easy to much messier.
Weld failures, in my experience, trace back to preheat more than anything else.
Heat That Builds From the Inside Out
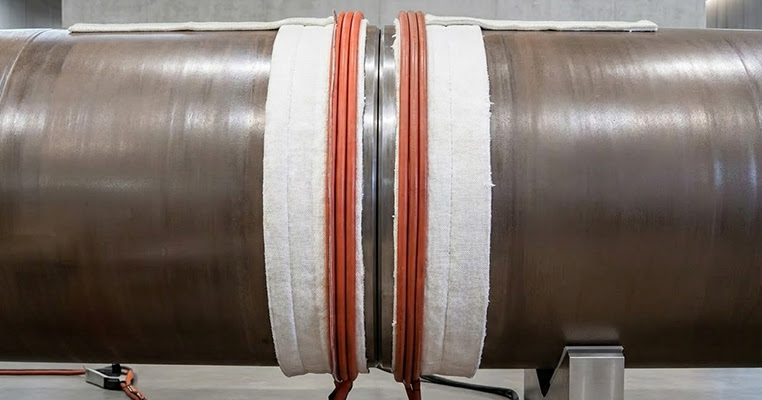
Induction preheat uses a coil that wraps around the pipe joint, and an alternating electrical current runs through it. That current produces an electromagnetic field, which generates heat directly within the pipe wall through eddy currents. Unlike resistance heating, it doesn’t rely on surface conduction—the heat is generated within the metal itself, spreading far more evenly across the full wall thickness.
With induction, the heat builds from within the pipe wall, which lets it spread far more evenly across the full wall thickness. On heavy-wall pipe, that matters quite a bit. An uneven heat soak can create problems before you even strike an arc – and induction largely removes that concern.
Speed is another big upside that’s worth talking about. Induction can reach target temperatures two to four times faster than traditional heating methods. On large chrome-moly jobs, that time savings starts to add up. On a P91 pipeline spread with dozens of joints to get through, an hour or two saved per joint can add up to a massive difference by the end of the workday. Once you’re actually out in the field running the numbers, it’s pretty hard to make a case against it.
Induction heats the material from the inside out, which means the temperature stays more even and within range the whole way from the root pass to the cap. With traditional methods, that heat distribution is much harder to pull off – especially on thicker material or when out in rougher field conditions. When the tolerances are tight, induction gives you a far more controlled process with much less room for error.
Resistance Heating Works From the Outside In
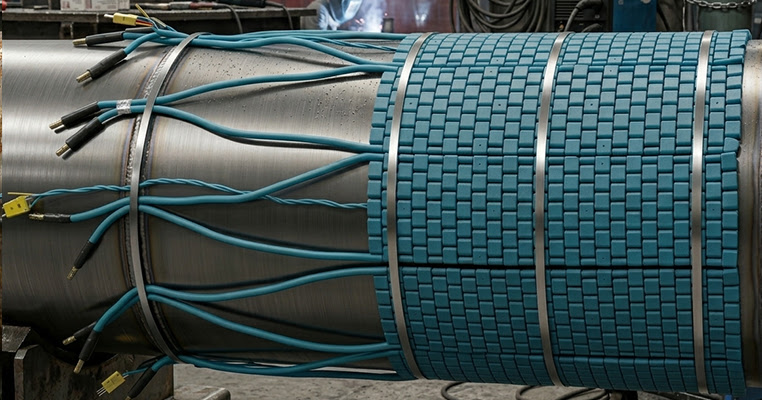
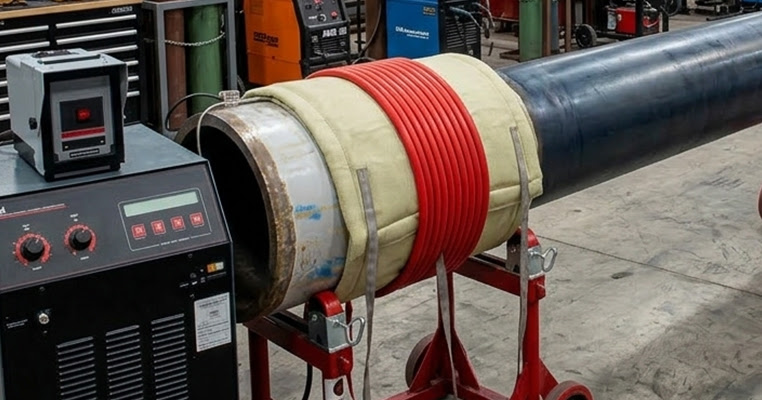
Resistance heating works a bit differently than induction preheating. The heat doesn’t come from inside the pipe wall – it comes from the outside in. Ceramic heating pads or flexible heating elements wrap around the pipe’s exterior and push heat directly through contact with the surface.
The setup for this whole system is about as painless as it gets. The pads just need a power source and a controller, and that’s it. The up-front cost is also pretty fair compared to most other preheating options on the market. For any shop or contractor who wants a reliable preheating option without a big equipment cost hanging over their head, it’s very hard to pass up.
Resistance heating is at its best in the 200 to 300°F preheat range on carbon steel pipe. At those temperatures, the results are reliable and repeatable. That range also happens to be the one that comes up the most in structural and process piping work – it covers all kinds of welding applications without too much issue, which is a big part of why it’s used as much as it is.
The one cost-related caveat that’s worth mentioning here is that ceramic pads are consumables – they wear out over time and will eventually need to be replaced, so there’s a small recurring expense attached to them. That said, it almost never amounts to much. Replacement pads are not hard to find and pretty affordable, so it ends up being more of a minor expense than anything to worry about.
Resistance heating is a well-rounded choice that covers ground without much extra overhead. It does have its limits (high-temperature work or more unusual base materials can push it past what it’s meant for), but for standard carbon steel applications, it’s a pretty capable option that’s hard to argue with.
How Heat Moves Through a Thick Wall
With resistance heating, heat enters from the outside of the pipe and has to work its way inward through the pipe wall. On heavier wall thicknesses, this temperature gradient—the difference between the outer surface and the inner wall—starts to add up into something that really matters. Your thermocouple hits the target preheat on the outer surface, but the inner wall hasn’t caught up. That cold metal near the joint will pull heat out of the weld pool much faster than you’d want.
That difference is where weld quality problems get their start. Your thermocouple hits the target preheat on the outer surface. The inspector signs off, and work begins – but the inner wall just hasn’t quite caught up yet. That cold metal near the joint will pull heat out of the weld pool much faster than you’d want and leave the area more vulnerable to hydrogen-induced cracking. It’s not a great position to be in – especially when you’re on high-pressure or heavy-wall pipeline jobs.

Induction heating works quite differently. Instead of heat coming in from the outer surface, induction actually generates it from deep within the material itself. The entire wall thickness warms up all at once, which means the outside and inside of the pipe reach that temperature at nearly the same time and within a much tighter window.
With heavy-wall pipe, that through-wall uniformity does matter. A more even temperature gradient across the full wall thickness gives the weld a more stable thermal environment right from the start – the weld pool just has a better foundation to work with. Without it, you’re fighting a cold inner wall that wants to pull heat away from the joint the second the arc strikes.
What Speed and Cost Mean for Your Project
Budget and schedule pressures are part of every job. But large-scale projects are where the stakes get very high – a refinery turnaround is probably the best-known example of this. Every hour a joint sits incomplete is an hour that the entire project waits. On a job with a hard end date, those hours add up fast.
Induction equipment does cost more up front, and it’s worth being honest about that. However, on projects with high joint volumes, the faster cycle times quickly offset the initial investment. Induction can reach target temperatures in a fraction of the time that resistance heating takes – and when you’re working against a tight deadline, that speed difference turns into money saved.
Induction heats a joint to temperature in a fraction of the time that resistance heating takes – and when you’re working against a tight deadline, that speed difference turns into money saved.
Resistance heating equipment is far less expensive to buy and considerably easier to get up and running on a job site. For smaller projects or lower-volume work, that lower entry cost is very hard to argue with – a project gets the heat it needs without a big capital investment. The math is fairly easy, and in the right situation, that matters.
With either strategy, the tradeoff is about volume and schedule flexibility. A short joint list with a flexible timeline is usually going to favor resistance heating on cost. A high joint count with a deadline that won’t move is a whole different situation – it’s where induction’s faster pace can start to offset the higher price tag over the life of the project. That calculation gets skipped on the bigger jobs – and in my experience, that’s usually a mistake.
Every project manager needs to work through this before any equipment ever hits the job site. Neither option is a bad one – they just address two very different problems. Pair the right equipment with the scope and timeline of the job, and the right answer is usually pretty obvious.
What AWS and ASME Say About Preheat
AWS D1.1 and ASME B31.3 will accept induction preheat and resistance preheat — neither one gets extra treatment in the code. What they will push back on is your documentation. A preheat log that doesn’t line up with your Welding Procedure Specification (WPS) is all a QC inspector needs to reject the weld, even if the weld itself looks perfect.
Strong documentation carries weight on alloy piping jobs. With chrome-moly and similar materials, the interpass temperature limits are pretty tight, and a careful inspector will look very closely at your thermocouple placement and your heat logs to check that you stayed within them. A preheat log that doesn’t line up with your welding procedure is all a QC inspector needs to reject the weld – even if the weld itself came out just fine.

Induction has been making headway in alloy pipe work, and the heat distribution is a big part of why. With a torch, you’re always chasing an even temperature across the joint – induction just delivers it. That consistency makes it quite a bit easier to hit a narrow temperature window and hold it there. More predictable heat means cleaner logs, and cleaner logs are just what you want when an inspector starts asking questions.
Resistance heating can meet the same code standards. The harder part is proving that the heat was distributed evenly across the weld zone – it’s where I see quite a few projects run into problems. Thermocouple placement has to be deliberate and well thought out because if your thermocouples aren’t positioned to show what’s actually happening at the weld zone, your log might not tell the story that an inspector needs to see, which holds true even if the heat itself was more than adequate.
Either strategy is held to the same standard. Where they part ways is in how readily you can produce the records that prove compliance – it’s a detail worth working out before the job starts.
Start With Wall Thickness and Alloy Grade
Wall thickness and material grade are the two main specs that you’ll need to settle on before choosing a preheat strategy for a pipe joint. Wall thickness is the place to start. The thicker the pipe wall, the longer it takes to heat up evenly – and the heat has to travel all the way through the wall to do its job. That’s where induction heating works best – unlike methods that only warm the outer surface, induction drives heat all the way through the pipe wall. For heavy-wall pipe, especially, that depth of penetration is what actually makes a joint ready to weld.
With standard carbon steel butt welds at moderate wall thicknesses, resistance heating is an easy and well-proven choice. The setup is straightforward, and the results are steady. Most standard carbon steel pipe work gets done this way – it reliably handles common jobs without much added fuss.

Material grade is also worth a second look – it’s probably the one detail that gets skipped during the planning phase more than it should. Higher-alloy steels have tighter preheat specs and much less room for error, so whatever strategy you go with has to meet those tolerances reliably every time. Carbon steel gives you a bit more room to work with. But the strategy that you choose still matters.
Before your next job, pull the pipe spec and find those two numbers – wall thickness and material grade. Write them down if it helps. With those two numbers right in front of you, the preheat strategy will practically choose itself, and you’ll get to the right answer much faster than any general guideline ever could.
Where The Pros Get Their Welding Rentals
Induction and resistance preheat are well-tested methods – and neither one wins out in every situation. The better choice does depend on the specifics of what you’re working with on any given project, and at this point in the guide, you have an idea of what to weigh when you’re making that call.
Before the next job starts, a few minutes to review the main variables with fresh eyes is always time well spent. Wall thickness, material grade, joint count and schedule pressure all pull the choice in slightly different directions – and when you weigh them all together, the right choice tends to become obvious. A quick review before any equipment hits the site is far less stressful than working through it all once you’re already in the field.
The tools that you bring to a job matter just as much as the strategy that you pick – and in my experience, that part of the planning tends to get pushed to the last minute. At Red-D-Arc, we make it easy to get just what you need, whether that’s induction heating equipment, welders, positioners or protective gear. Our rental catalog covers a wide set of welding equipment, so you’re not stuck buying hardware for a single job or settling for whatever is already sitting in your yard.
Visit Red-D-Arc.com to check out our full lineup and find the right equipment for whatever you have lined up next.





Leave a Reply