





Recent Articles
Stay updated with our latest insights in welding, featuring expert tips, company news, product discussions and more.

Filter

Red-D-Arc National Accounts Program
Stop managing fragmented vendors and start scaling with a single, strategic procurement partner engineered for large-scale North American builds. Discover how the Red-D-Arc National Accounts program integrates…

Wet vs Dry Abrasive Blasting for Storage Tank Prep
Choosing the wrong blasting method for storage tank preparation can lead to blown schedules, regulatory fines, and premature coating failures. This guide breaks down the critical trade-offs…

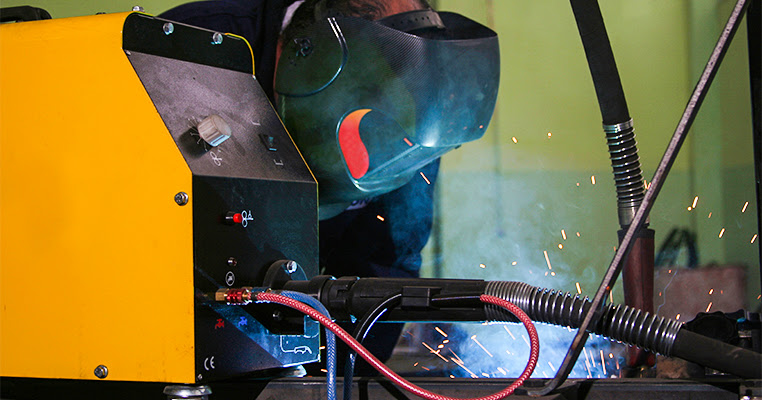
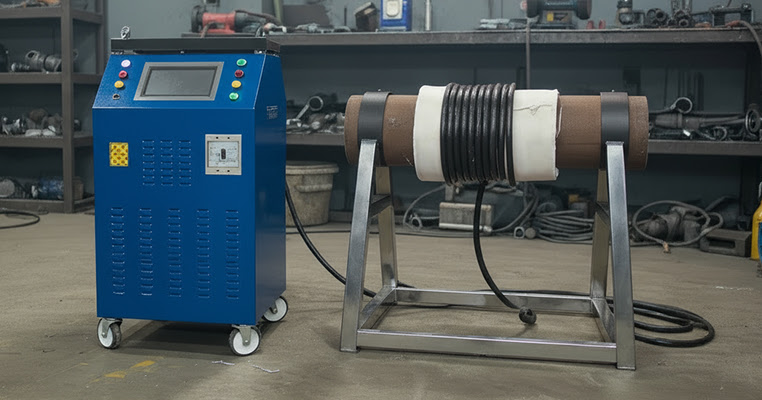
Induction vs Resistance Preheat for Pipe Joints
Choosing the right preheat method is a balance between the rapid, uniform penetration of induction heating for heavy-wall alloys and the cost-effective, familiar reliability of resistance pads…
Three-Phase vs Single-Phase Power for Orbital Welding
Choosing between single-phase and three-phase power is a critical decision that impacts everything from arc stability and penetration depth to long-term electrical efficiency. While modern inverter technology…

Capital Conservation: Why Leading Fabricators are Moving to “Equipment-as-a-Service”
Modern metal fabrication leaders are moving away from traditional ownership in favor of agile “equipment-as-a-service” models to preserve capital and eliminate maintenance burdens. By leveraging Red-D-Arc’s rental…

How Cold Weather Affects Welding Equipment Performance
When temperatures drop, welding equipment faces unique physical stressors ranging from reduced battery capacity and stiffened drive liners to the serious risk of internal condensation. This guide…
How to Pick the Best PWHT Equipment for the Job
Choosing the right post-weld heat treatment equipment requires balancing material requirements, code compliance, and operational efficiency. This guide breaks down the critical differences between induction and resistance…

250A vs 350A – Which Welder is Best for Field Work?
Deciding between a 250A vs 350A welder for field work often comes down to the trade-off between the ease of carrying a portable machine and the raw…

Red-D-Arc 70th Anniversary Spotlight: George Zammit
As we celebrate Red-D-Arc’s 70th anniversary, we’re concluding our employee spotlight series with a feature on long-standing team member George Zammit. With more than three decades with…
Contact Us
Connect with your local Red-D-Arc sales team or our other welding industry experts by using this form.
Red-D-Arc is a subsidiary of Airgas, an Air Liquide company, and a leading provider of welding equipment rentals in North America.




Copyright © 2026 Red-D-Arc Inc. All rights reserved.

Airgas, an Air Liquide company, is a leading U.S. supplier of industrial, medical and specialty gases, as well as hardgoods and related products; one of the largest U.S. suppliers of safety products; and a leading supplier of ammonia products and process chemicals.