






Stainless steel is a very useful material, and as such, it’s used in a wide range of different applications. These days, you can find it anywhere from medical tools and appliances to food service to construction and the aerospace industry. Many of these applications need to take disparate pieces and connect them together without gaps or chemical contaminants like glue, and that means one thing: welding.
Stainless steel can be joined with many different welding processes. However, usually, the most effective process for strong, comprehensive, and robust welds is TIG. When TIG welding stainless steel, there are several unique challenges and pitfalls that you need to avoid. What are they, and how can you make the most out of your stainless welding jobs?
Choose the Best Process
While TIG is often considered the best process for welding stainless steel, it’s not the only process. More importantly, other processes can be even more effective for particular applications.
TIG is the best process for when you need a smooth, aesthetically pleasing final finish with durable and strong welds. The precision, accuracy, and quality of TIG is unparalleled.

However, if you don’t need a beautiful finish, and all you need is fast, efficient welding, MIG can be a better option. MIG can be faster at producing welds that are just as strong but require less intensive skill to perform.
Therefore, the first step in avoiding common pitfalls in welding stainless steel is making sure you’re using the right process. If your operator doesn’t feel comfortable with TIG, or if you just need fast and effective joints, MIG might be the better choice.
Prepare the Work Pieces Well
Stainless steel is fantastic at resisting staining and corrosion in regular use, but all of that goes out the window when the metal is heated. Welding is a prime opportunity for contaminants to get into the weld pool, which jeopardizes the strength and viability of the weld and can even leave it looking ugly, porous, cracked, or damaged.
Therefore, the biggest tip we can give you, and the biggest pitfall welders of all skill levels experience, is improperly cleaning the workpieces before welding. All contaminants – oils, grease, dirt, oxides, metal particles – need to be removed from the stainless steel before welding.

Critically, this can’t be done with any old tool; you need a set of tools specifically for stainless steel, so the tools themselves aren’t adding additional contamination rather than cleaning it off.
“Do not let any of your tools with carbon steel residue on them come in contact with the stainless steel. Those trace amounts will become embedded and cause your final product to rust. Even carbon steel dust particles can pose a rusting threat to stainless and should be kept in separate work areas.” – American Torch Tip.
In addition to stainless-only tools, you’ll want to keep a variety of solvents on hand for cleaning. Acetone is a good starting point.
Learn the Grade of Stainless
One of the challenges of stainless steel welding is that there are hundreds of different alloys of different grades.
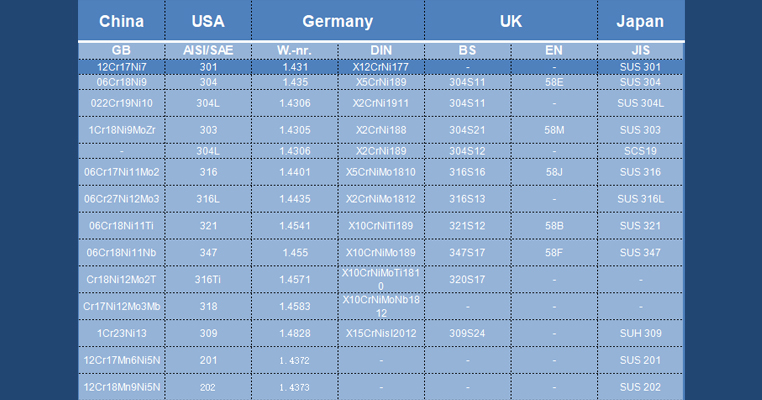
Moreover, there are multiple different classification systems, so a given set of workpieces may be marked using entirely different, incompatible names.
“Each system functions entirely differently. For example, the SAE’s grade 304 steel would be graded as follows:
· UNS: S30400
· DIN: X5CrNi18-9, X5CrNi18-10, X5CrNi19-9
· EN number: 1.4305
· EN name: X8CrNiN18-9
· JIS: SUS 304, SUS 304-CSP
· BS: 304S 15, 304S 16, 304S 18, 304S 25, En58E
Regardless of its classification number, the specific alloy must meet the composition standards set for it by the system’s governing agency.” – Kloeckner Metals.
In order to properly TIG weld stainless steel, you need to know how to identify what kind of alloy a particular piece is and what that identification means for the performance, reactivity, and other attributes of the metal.

In some cases, the project you’re working on will be clearly identified with a WPS, and you’ll have all the information you need at your fingertips. In other cases, you’ll need to do your own research and rely on what you know about stainless metallurgy to understand the parameters you’ll need to set.
Use the Right Tungsten Rod
Tungsten rods for your TIG electrode come in many different forms. The biggest factor for welding stainless steel is the diameter of the electrode you use. The thicker the material, the larger the rod, and the higher the amperage you need to achieve the appropriate penetration in your project. The general rule of thumb is to avoid a taper of more than 2.5 times the electrode diameter.
Additionally, the shape of the tip of your tungsten matters. A common practice is to “ball” the tungsten for welding aluminum; make sure the electrode you’re currently using hasn’t been balled. You want a sharp electrode with a flat tip to create a staple arc with your workpiece.

You can find charts showing the ratio of amperage to diameter to material thickness, but the reference you should generally be using is the documentation for the welding machine you’re using. Different machines may have slightly different settings for optimum performance.
It’s also worth noting that different alloys of tungsten can all work for welding stainless steel, except pure tungsten. Red tungsten uses thorium and works very well but is radioactive; if that’s a deal-breaker, consider blue tungsten with lanthanum instead.
Avoid Excess Heat
One of the biggest pitfalls of welding stainless steel is that excess heat can cause a phenomenon known as Carbide Precipitation. Stainless steel is treated with chromium to give it its corrosion-resistant properties. However, when heated, the chromium will bond with the carbon in the steel to create chromium carbide.

This removes the chromium from the alloy and causes sections of the material to lose their corrosion resistance.
“The carbide precipitation looks like this: chromium and carbon have a strong affinity for each other but are evenly spaced in the material under normal conditions. However, the chromium and carbon form into a chromium carbide when keeping the stainless steel at temperatures between 800 and 1400°F (426 and 760°C).
As a result, the chromium (what prevents corrosion) is depleted in certain zones because it migrated to combine with carbon. This usually occurs between two-grain boundaries, making a perfect spot for intergranular corrosion. Since grain boundaries are missing chromium, corrosion occurs easily, creating a weak spot in the material structure.” – Yes, Welder.
Fortunately, you don’t need to be constantly watching a quick-read thermometer like a hawk to avoid this problem. Stainless steel shows different colors when welding and that coloration tells you what’s going on. Yellow welds are safe. Blue welds are generally safe. Darker blue and purple welds are risky, and blackened welds are likely precipitated and should be redone.
How can you avoid overheating your welds and causing carbide precipitation? You need to keep the temperature low, which means moving fast and consistently. You also need to ensure proper shielding gas coverage to avoid contamination.
Another way to help with heat control is by using pulsed amperage. Pulsed amperage is a computerized setting in many TIG welding machines that rapidly adjusts amperage anywhere from 1 to 200 times per second. This allows you to tailor the amperage to a midway point between good penetration and low heat and can help you perform better than a consistent amperage.
When in Doubt, Stick to Argon
Speaking of shielding gas, using the right shielding gas is essential.
Most of the time, when you’re welding stainless steel, you want to be using 100% argon as your shielding gas. This provides adequate protection while helping to keep temperatures low. However, pure argon can make it harder for your weld pool to fully mix, and your penetration might not be as deep as you need on thicker materials.

You can help solve this problem by adding some helium to the mix. Helium allows the weld pool to gain more fluidity and can encourage deeper penetrating welds. However, helium also increases the heat input of the weld, so you will need to be even more careful to avoid overheating the project. The more helium, the harder it will be to control properly, and the faster you can go from a fine weld to a precipitated weld.
One thing to note here is about gas purging. Purging is a technique used on welds of contained or mostly contained materials, like pipes. You block off the ends, use your gas source to remove the oxygen from the inside of the pipe, replace it with argon, and then seal it up. This way, you have shielding gas on both the inner and outer surfaces of the weld, so it isn’t contaminated from the inside.
Pro Tip: Use a Heat Sink in Tricky Situations
A common issue with welding stainless steel, particularly thinner stainless, is warping. Since you’re moving fast, the heat moves fast with it, and that can cause the entire piece to twist and warp as you weld. There are a number of ways around this, including improving your technique, but one of the easiest is to use a heat sink.
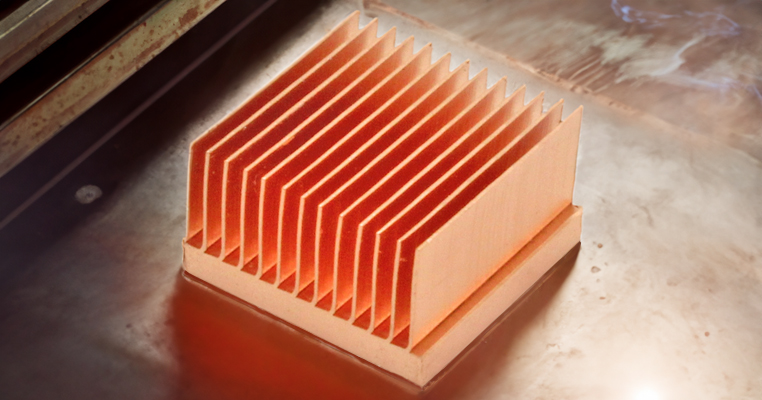
A heat sink is simply a block of brass or copper. This block is clamped to the workpiece behind the seam, along the length of the weld. When welding, heat that penetrates the workpiece and has nowhere to go will spread the heat-affected zone through more of the workpiece, leading to warping and damage. With a heat sink, that heat can go into the brass/copper instead, which can help prevent burn-through, warping, and other issues.
“If you are uncomfortable with high travel speeds, you can use backing chill bars from aluminum or copper, as we discussed earlier. These two metals conduct heat away rapidly, so they’ll take on themselves a part of the heat you input into the stainless steel. Still, this will only help you so much. You must move the torch quickly to TIG weld stainless steel.” – YesWelder.com
Now, a heat sink isn’t always available, especially in cases where you wouldn’t be able to remove it afterward. Still, it can be a valuable tool to keep around in some circumstances.
Keep Yourself Safe
While it’s just a footnote to this post, keeping yourself and others in your workspace safe is a priority in any shop. Make sure you’re using the right PPE and have a fume extractor to handle the gasses that escape from welding stainless steel.

The biggest danger from welding stainless steel is the creation of hexavalent chromium 6, which is a toxic metal gas that can do a lot of damage to those who breathe it in. Proper fume extraction is an absolute must for all welding, but it’s even more important in cases where chromium is involved.
Minimize Human Error with Automation
It’s not always possible, but if it is, automation can be a godsend for appropriate, safe, accurate, and effective stainless steel TIG welding. Since human error is the primary driving factor in mistakes, danger, and improper welding, removing the human from the equation can turn a tricky, skill-intensive process into a highly repeatable, high-quality process.
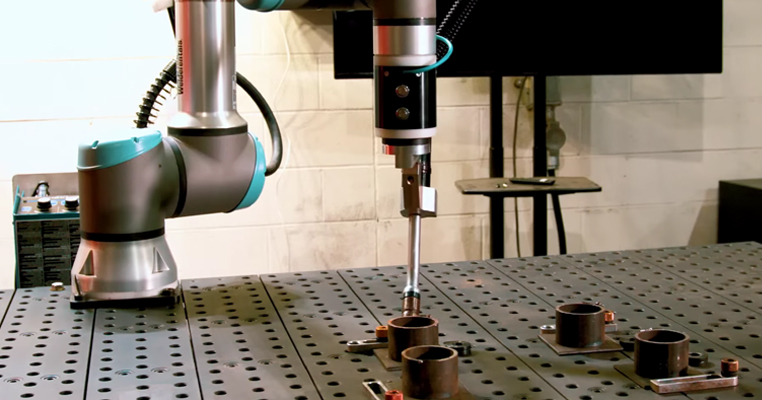
Automation is only truly viable if you’re performing the same welds over and over, in which case, a computerized robot can perform the requisite moves without fatigue or variance that could jeopardize the finished product. However, if you’re not performing the same welds consistently or you’re not willing to invest in automation, it’s likely not a great option.
Use the Right Machine
Many of the configurations, settings, and assistive tools necessary to perform TIG welding successfully are built into the machine you use. However, lower-quality machines may not be held up to the quality standards you might expect. Variability in settings, inconsistency in performance, and other issues stemming from a poor choice of welding machine can lead to poor TIG stainless welding.

Fortunately, there are many options to try. Our TIG welding systems are all available for rent, so you can try out different systems and see which ones perform the best for you. Then, once you find the machine you click with, you can purchase the used model from us as well. Give it a try, and you’ll be welding stainless steel like a pro in no time.




