






TIG welding is often considered one of the more complex types of welding. However, that reputation is due more to the margins of error in operation and the skill necessary to perform high-quality welding with the process.
The actual configuration of the welding machine is simple. So much so that, for many people, it needs to be set up once and never touched again for 99% of operations using a single-function machine.
What Are the Polarity Options for TIG Welders?
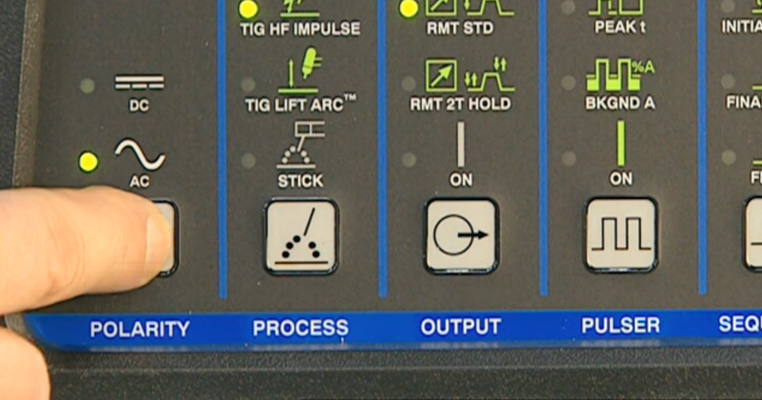
TIG welders can use both AC and DC electricity for operation. This means that there are technically three available “polarities” here: Positive, Negative, and AC. This is because AC (Alternating Current) does not have a single fixed polarity but rather rapidly shifts between polarities according to whatever the frequency of the current may be.
Typically, though, you will only see TIG welders refer to two polarities in operation. There’s a reason for that, but we’ll get into it in a moment.
AC is not technically a polarity, but because it’s a current setting just the same as either DC polarity, it’s often referred to in the same way. You can set your machine to AC, DC+, or DC-, so it’s handy to think of them in the same way. In a way, it’s neither polarity; in another sense, it’s both. Either way, it can’t be referred to as either positive or negative based on the direction of the flow of electrons because it works both ways.
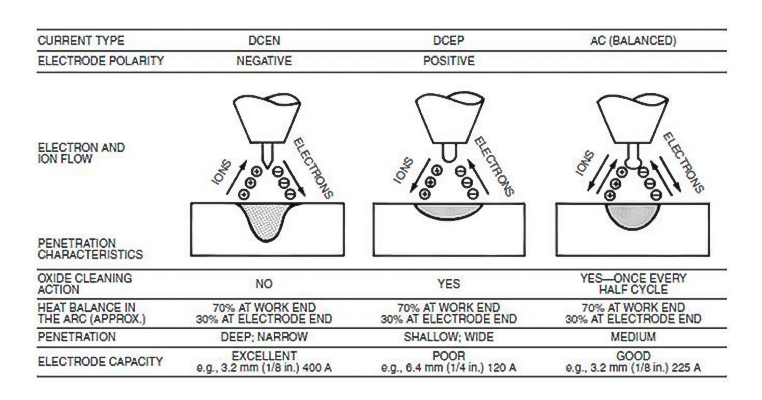
What is “straight” polarity? This is DC-, also known as DCEN, or Direct Current (Electrode) Negative. In this configuration, the torch and electrode are connected to the negative terminal on the lead, while the workpiece and ground are connected to the positive terminal.
Since the electrical current in DC flows from negative to positive, that means the electricity is flowing from your torch, through an arc to the work area, through the workpiece, and out the ground lead. There’s complex physics behind why this is the case, none of which is necessary to know how to operate a welder.
What is “reverse” polarity? In TIG welding, reverse polarity is DC+, DCEP, or Direct Current (Electrode) Positive. In other words, it’s the reverse of the above; the torch is the positive electrode, and the negative is attached to the workpiece. That means the electricity is flowing from the workpiece up to the work area, through an arc, and into the torch. This has poor repercussions on TIG welding.
Which Polarity Should You Use for TIG Welding?
Polarity depends on what you’re doing with your machine. However, 90% of the time, you’re probably going to be using Straight or DCEN polarity.
In typical TIG welding, you’re directing a current from your welding torch to an electrode. The electrode is a sharpened bit of tungsten, which can be carefully positioned to give a very precise source for the arc, making it very predictable and relatively easy to control, assuming everything else is static or controlled.

The heat of the arc is concentrated where the arc “lands” on the workpiece, creating your weld pool and the hotspot you use to melt your filler materials.
“Straight polarity gives the best result while welding with the TIG process. In this, most heat is concentrated at the base metal (and not at the electrode), which is what we want. On the other hand, in reverse polarity (DCEP), most heat is concentrated at the tungsten electrode. This makes the electrode melt, which is something we don’t want.” – Welder’s Manual.
What is the remaining 10% of the time? That’s when you’re welding aluminum. Welding aluminum with TIG is a common use case, and it’s the time when you set your TIG machine to AC.
Why is AC Used in TIG Welding Aluminum?
The reason AC is used for TIG is something called a “cleaning action” that occurs in the “reverse” phase of AC electricity. When the current is “pushed” into the piece in DCEN current, it can melt and fuse metals, but it can also leave inclusions and contaminations in the joint. That’s fine for steel, but for aluminum, aluminum oxide can cause problems when it’s left inside the weld.
“Aluminum can be welded with many welding processes. If TIG welding is used for welding aluminum, alternating current is the best choice because it provides a cleaning action on the metal surface during welding. This cleaning action causes the removal of aluminum oxide film from the metal surface. If not removed, the aluminum oxide may enter the weld metal and make it hard and brittle.” – Welder’s Manual.
However, in those brief instances where the current reverses, the redirection prevents oxides from entering the weld. This is even visible as a sort of “frost” effect over the metal around the arc.

DCEP current also cleans a weld, but it has other negative repercussions that make it less viable for welding anything, including aluminum.
What’s the Problem with DCEP / Reverse Polarity in TIG Welding?
Several times, we’ve mentioned that DCEP has problems with TIG. What are those problems?
Consider that when the electricity flows from the torch to the workpiece, the heat of the arc is concentrated where it lands, which is on the workpiece. What happens when you reverse it?
The electricity flows from the workpiece into the torch. The landing point, then, is the electrode of the torch. With TIG, the electrode is generally considered non-consumable. However, with DCEP, all of that heat melts the tungsten, which ruins the electrode. Rather than a sharp point, it ends up melting into a ball.
There are other problems than just the loss of your electrode, however.

Controlling the arc of a TIG welder involves keeping the electrode at a consistent distance and spacing away from the workpiece. It needs to be close enough to the arc, not far enough away to break or be inconsistent, and not close enough to fully complete the circuit without creating the arc.
When your current is flowing from the electrode, it’s a very fine, sharp point that is very controllable. There’s always some small amount of variation of where the arc lands on the workpiece, but it’s generally the closest space to the electrode, allowing for fine control of the arc.
Reverse this. Where does the electricity come from? Ostensibly, it would come from the closest point to the electrode on the workpiece. However, since the workpiece is likely to be flat and not a nice, easy point, it’s a lot less consistent where the arc originates, leading to a wildly unstable arc, a rough operation, and poor-quality welds.
Moreover, when you end up melting the electrode, small drips of tungsten can fall from the torch and into the weld pool. These inclusions can make the resulting joint hard and brittle and thus more likely to crack under stress.
“TIG welding, the electrode should never be connected to the positive terminal (also referred to as reverse polarity or Direct Current Electrode Positive (DCEP)). When you use positive polarity (DCEP), more heat gets focused on the tungsten electrode itself. This can cause the tungsten to heat up and wear down faster. This is known as Thermionic emission.
Thermionic emission is like a process where electrons escape from a metal. This happens when the metal gets really hot, in this case, from the electricity used during welding. The electricity creates a lot of heat (like when a wire gets hot if too much electricity goes through it), and this heat gives energy to the electrons in the metal. If they get enough energy, they can break free from the metal. This energy needed to set them free is what we call the work function.
“Work function” is a scientific term. It’s used in physics to describe the minimum amount of energy that is required to remove an electron from a metal surface. This term is particularly important in understanding phenomena like the photoelectric effect and thermionic emission. It’s like the “energy price” an electron has to pay to escape from the metal.” – Welding Empire.
In virtually all cases, you don’t want to use reverse polarity in TIG welding.
Is Reverse Polarity Ever Useful in TIG Welding?
Not generally, no. There’s one use case that some machines use automatically and others can use occasionally, but it’s not common. What is it?
When TIG welding aluminum, it can be beneficial to have a balled tip of your electrode rather than a sharp point. Rather than switch electrodes, it’s possible to use DCEP very briefly to melt the electrode into a spherical drip shape.

Why is the balled tip better? It ends up more stable with alternating current. More specifically, it can work at higher balance levels than sharper tungsten. This allows for faster operation, which is beneficial in aluminum because it doesn’t produce as much of a heat-affected zone and has less risk of burn-through.
Many modern TIG machines will use computerized controls and sensors to identify the kind of electrode based on feedback and performance and will automatically click to a very brief moment of DCEP to ball over the electrode for better AC operation. They will then tick over to pure AC operation.
For older machines, a manual switch to temporary DCEP will allow you to manually ball your tungsten, allowing for better operation before switching to AC. However, even with this possibility, it’s generally better to keep pre-balled electrodes specifically for aluminum welding and avoid balling your sharper electrodes for other purposes.
Can You Change the Polarity at Any Time?
Yes and no. Modern TIG welding machines function using a piece of technology called an inverter. Inverters are smaller, cooler, and more efficient than transformers. More importantly, they are flexible; an inverter can be tuned and configured as it runs. In contrast, transformer welders need to be set and configured before they receive charge.
Trying to change the polarity of electricity running through a transformer while it’s active is a recipe for disaster and can destroy a machine.
When is Reverse Polarity Used in Welding?
When TIG welding aluminum, DCEP or Reverse Polarity can be used briefly at the start, but it’s still generally not used. However, that doesn’t mean it’s never used in welding, just that it’s not ideal for TIG welding.
SMAW processes use DCEP for a variety of purposes. In particular, certain kinds of electrodes, usually those with high cellulose content, work very well with DCEP current to allow for smoother droplet transfer to the workpiece. There are also some electrodes that are designated DCEP-only, usually because of their composition and intended purpose.
“DCEP polarity is widely used in Gas Metal Arc Welding. The main reason is that it produces a low spatter, stable arc, good weld bead, smooth metal transfer, and deep penetration for welding currents. For gaining good results on galvanized sheets, welders can use some specific wires with chemical composition in DCEP polarity and resulting in an excellent performance.” – Welding Info.
Picking the Best Welding Machine for Your Needs
As a welding operator, you need to pick the best function of welding for the task you have at hand. While TIG welding is ideal for a variety of kinds of welding, it is also limited and has a high skill level necessary to operate it properly. Rather than relying solely on TIG, and thus solely on straight current, it can be beneficial to have multiple welding machines or a welding machine that is capable of multiple processes.

Luckily, whether you want a multi-process machine, a TIG-specific machine, or anything else, our welding equipment rentals are perfect for you. Our modern systems provide a variety of controls with smooth, effective operation, suitable for any welding job at any scale that you may have.
If you need automation, if you need fume extraction, if you need plasma cutting, if you need flexibility or even industrial-scale operations, we can supply you with what you need. Just reach out and contact us for more information or to get a quote today.




