






One of the most fundamental parts of arc welding is right there in the name of the arc. Arc welding uses an electric arc to generate the immense, guided energy and heat necessary to melt both the surface of the workpiece and any filler material you’re using for a welding job.
Different kinds of welding use different methods to create that arc. There are three main methods for starting an arc, and each of them has its own pros and cons. Let’s go through each of the three, their benefits and drawbacks, and anything else you need to know about them.
Method One: Scratch Start Ignition
The first option, and the one that has been in use for just about as long as arc welding has existed, is scratch starting. It’s most commonly used with stick welders, MIG welders, and cheap inverter welding machines that are not designed with more complex starting methods available.

As the name implies, scratch start ignition requires physically scratching the tip of the electrode on the workpiece, similar to how you might strike a match. Since electrons in an electrical current flow from the negative to the positive (and thus, the current itself flows from the negative to the negative), it matters whether you’re using DCEN or DCEP polarity on your device. For TIG, for example, the majority of the time, you’ll be using DCEN. You can read about polarity in welding in greater detail here.
The principle behind scratch start ignition is that of a short circuit. You have a circuit ready to be completed, and that circuit completes when you touch the electrode to the workpiece. But, if you leave the electrode there, it will heat up and melt in place, damaging the electrode and leaving part of it on the workpiece.
Thus, to create an arc, you scratch the electrode across the surface. This prevents it from melting into any one position. By pulling the electrode away, the arc is formed, and by maintaining the appropriate distance between the workpiece and the torch, you maintain the arc.

Scratch start ignition has one primary benefit, which is that it’s pretty much always guaranteed to work because of how the electricity in a welding machine works. You aren’t at risk of the attempt failing or relying on a complex piece of machinery that could cause issues if it’s not properly configured for the current workpiece you’re using.
That, too, is a benefit; scratch start ignition is doable on any welding machine, no matter how cheap or simple it is. You don’t need special equipment or special settings on the welding machine; just a current and ready-to-go.

For all of its simplicity, scratch start ignition is not very user-friendly. You need to be able to make the right motion at the right speed; too fast and your arc won’t ignite, but too slow and your electrode can be damaged.
Damaged electrodes are the most common drawback to scratch start ignition. It’s one thing if the electrode itself is your filler material and is intended to be melted, but when you’re using a process like TIG welding, you don’t want that tungsten to be melting into the workpiece. In the best-case scenario, you end up deforming the tungsten and need to sharpen it again before you use it another time. In the worst case scenarios, you leave bits of tungsten behind, which form inclusions into the workpiece, which will need reprocessing or even replacement if they compromise the structural integrity of the weld.
Scratch start ignition also requires experience to do right. One of the most common mistakes is pulling back too far, which kills the arc before it can stabilize. This can be especially bad if you’re working with thin or delicate materials, which won’t take repeated attempts very well and can be deformed, burnt through, or otherwise damaged.
Finally, scratch start ignition is prone to sending off sparks when you start your arc. Those sparks are a safety hazard to the operator and a fire hazard to the surroundings in your shop. Proper personal protective equipment, shop cleanliness, and safety equipment like fire blankets can minimize all of this risk, but if any of these are too lax, this method of ignition can cause problems.
Method Two: Lift Arc Ignition
The second potential method of starting an arc is called lift arc ignition. This process is similar to scratch start in that the electrode physically touches the workpiece before being separated and generating the arc. But, there are two key differences.
The first difference is that, instead of a horizontal “scratch” motion to create the arc, a lift arc is simply lifted directly away from the workpiece. This allows for potentially greater control over where your arc starts, which is useful for certain kinds of welds.
The second main difference is in adjustable current. Welding machines that use lift arc ignition also have sensors in their mechanisms that adjust current automatically. If you were to try to use lift arc ignition with full current, the electrode would definitely melt to the workpiece and cause all manner of problems.

A machine that was built to use lift arc ignition will start at a lower level of “starter” current. This current is too low to actually weld with and will consequently not cause the electrode to melt and stick to the workpiece more than a very tiny amount. When the contact breaks by lifting the welding torch away from the workpiece, the machine senses the break and immediately turns on the full current to turn the starter arc into a full arc.
There are three primary benefits to using lift arc ignition rather than scratch start ignition when you’re starting to weld.
The first is that it’s much easier and more user-friendly than scratch-start ignition. Because it’s a comparatively smaller and more controlled motion (simply lifting the torch away from the workpiece at a fixed distance), there’s less room for potential error in both starting and placement. Also, since the machine is doing the sensing and adjustment, you’re not at risk of leaving the electrode in contact with the workpiece for too long and burning it out.

The second benefit is that since the electrode never simultaneously channels full current and touches the workpiece, you almost entirely eliminate the risk of inclusions from the electrode melting. This also minimizes the damage that is done to the electrode, so you don’t require more sharpening or replacement than is absolutely necessary.
The third benefit is that it is a much safer starting process. The lift arc process is “gentler” than scratch starting and does not create sparks or sprays of slag that can be a safety hazard.
The biggest drawback to using lift arc ignition is that it requires that the welding machine be both calibrated properly and in good working order to get right. The welding machine must be set to an appropriate starter current and full current levels for the workpiece, which means you need to have more technical knowledge of what you’re welding and how it reacts to different levels of current. The machine can only do so much, and it can’t detect what the appropriate level of current you need will be.
If the machine is not calibrated properly, you risk several different mechanisms of failure. If the starter current is too high, it can still melt and damage the electrode and leave inclusions behind. If the starter current is too low, the arc won’t start properly. In the same way, the full current level needs to be set properly to avoid bad welds.
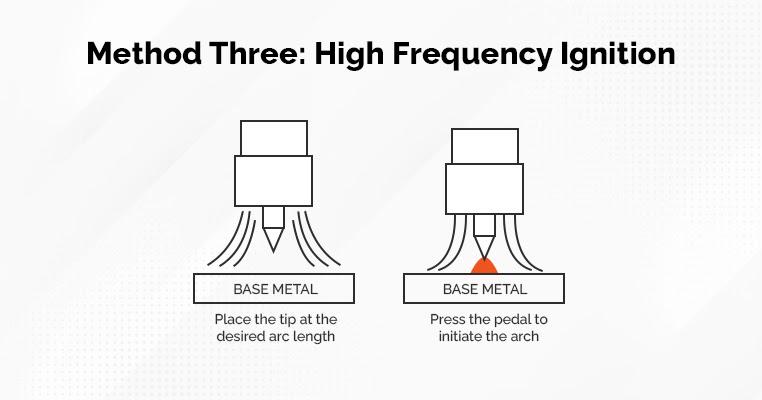
Method Three: High-Frequency Ignition
As time marches on, so too does the inexorable motion of scientific progress. Every industry is revolutionized in some way by progress in the development of new tools or in the computerization of existing tools. Welding is no exception; although the core process of using an electric arc to melt metal and join it together is the same as it has ever been, advancements in computer controls and the control over electricity itself have created high-frequency ignition as a third option for welding.
How does high-frequency ignition work? It’s the most convenient method of starting for sure, and is also very easy. The operator positions the torch at the appropriate distance and location for the weld and squeezes the trigger to start it. From there, the machine does the rest.
What, though, does the machine do?
Basically, it rapidly oscillates the frequency of the electric current running to the torch at both a high frequency and a high voltage. This creates ionized air beneath the torch. Ionized air is air with a charge, and that charge can be carried; when enough ionized air exists, enough charge can be carried through it to the workpiece, and the arc is started. In principle, this is exactly the same way that lightning in a thunderstorm works.
As you might imagine, this is an extension of the innovation started with lift arc ignition, with further complexity and further benefits.
The biggest benefit of high-frequency ignition over other forms of ignition is that there is never a point where the electrode comes into contact with the workpiece. That means there is no damage, no melting, and no risk of inclusions in the workpiece. The end result is the cleanest possible weld, barring user error that leaves problems or inclusions in place anyway.
Since there’s no contact and no motion necessary to start the arc, this is also a very useful way to start an arc when you’re welding in an awkward or confined position and can’t move much without causing problems. It’s also useful for very precise welding for the same reasons.
And, of course, it is by far the most convenient; rather than needing any special arc-starting training at all, all you need is knowledge of how far the torch should be from the workpiece. The machine does the rest.
There are drawbacks that make high-frequency ignition not always the ideal option.
The first and most important drawback is that the mechanisms necessary to perform high-frequency ignition are much more complex than those of other welding starter processes. This means there’s more chance of failure and also that the machines capable of performing high-frequency ignition are usually more expensive than their counterparts.

Another significant drawback is right there in the name: high frequency. High-frequency electricity is a very powerful force, and it’s very disruptive. It basically creates a lot of electronic noise, which will interfere with other electronics in the area, especially if they aren’t shielded. This can cut off cell phone signals, disrupt radio signals, and even cause problems with computers nearby.
Finally, unlike lift arc ignition, high-frequency ignition can also be dangerous. Since it doesn’t need contact to start the arc, it’s similar to operating a high-voltage taser. This can cause serious electric shocks, burns, and even eye damage if the operator isn’t protected when starting the arc.
For all of these reasons, high-frequency ignition is most commonly used for welding aluminum. The benefits outweigh the drawbacks in an otherwise challenging environment.
Picking the Best Welding Machine for Each Type of Start
Whether you’re an old hand, well-practiced at scratch-start ignition, or you’re hoping to get more advanced use cases out of a machine that can do high-frequency ignition, there’s a wide range of welding equipment available to you on the market. But, we know that it can be challenging to evaluate these machines in the abstract.

That’s why we offer a wide selection of welding equipment rentals. From low-cost, low-feature machines to the most advanced modern welders on the market today, you can find something in our catalog that works for you.
More importantly, you can rent a welder and give it a try. If you find that it doesn’t do what you need it to do, that the drawbacks or safety concerns are too much for your shop, or simply that you don’t like the way it performs, you can simply return it and try another machine. Why not browse and see what catches your eye? If you’d like to chat about the best option for your shop or for your project, please get in touch with an expert to see what we can do for you.




