






Typically, when you’re joining two materials together using an arc welding process, you’re primarily concerned with excess heat. Too much heat, too slow a travel speed, and too high a current can lead to a variety of problems, including warping, burn-through, and distortion.
Sometimes, though, there’s another concern: that your penetration isn’t deep enough. Whether you’re using an underpowered welding machine or, more likely, you’re working on a very thick workpiece, you’re going to need to use a technique you normally wouldn’t: multipass welding.
What is multipass welding, when is it used, and what do you need to know about it? Let’s discuss.
What is Multipass Welding?
As the name implies, multipass welding is any welding process where, rather than a single pass across a joint or a sporadic tack-welding process, you do more than one pass across the joint.
Multipass welding allows an operator to weld thicker sections than they normally would be able to join in a single pass. Except, that’s not quite accurate; a single pass can join two thick workpieces together, but it will be little more than a surface joint. You could think of it as the difference between joining two pieces of material with glue in the joint versus putting tape across the top. It might work, and it might even appear strong, but it’s weak deeper inside.
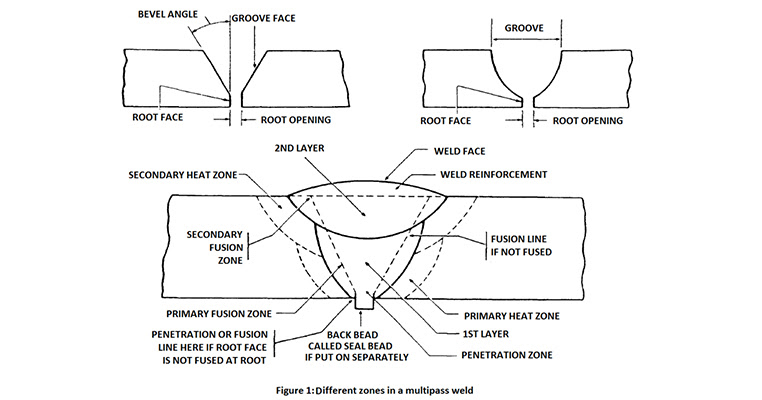
Multipass welding typically requires preparation and often even a small gap between the workpieces being joined. Diagrams such as these illustrate many of the terms and the configuration typically used for multipass welding.
When is Multipass Welding Used?
The most common use case for multipass welding is when you’re joining two pieces of thick material together. Most typical welding processes only work on materials up to a certain thickness in a single pass, which is usually defined by the machine you’re using; some simply aren’t able to output the current necessary to weld as deeply as others.

The upper limit is often somewhere around 3/4ths of an inch thick, though it differs depending on your materials, tools, and the type of weld. Joining thick materials is not the only use case for multipass welding, however. It’s also a process commonly used in:
- Repairs. In particular, repairs on thicker materials require multipass welding; however, depending on the kind of damage, a multipass weld might be necessary to close larger gaps or strengthen a section against future failures.
- Build-ups. In some cases, you need to build up more material to fill in an area or create a surface for repairs; multipass welding is generally used for this kind of repair.
- Heat-sensitive welding. Sometimes, a material is more susceptible to warping or distortion from a single, slower welding pass; a multipass welding technique allows you to take it in stages, building up with several faster welding passes, even if your machine is powerful enough to weld through if you want.
- Hardfacing. Depositing harder material on the surface of a heavy work object to “armor” requires multiple passes to cover the surface.
There are other uses as well, but these are the most common a typical operator might encounter, particularly in the field.
What Are the Benefits of Multipass Welding?
As you might imagine, the primary benefit of multipass welding is the ability to join thicker materials and be assured of the strength and quality of your joint. The thicker the material, the harder it is to achieve full penetration or at least a deep enough penetration to achieve your required level of strength.
Multipass welding is also essential for heat control. The slower or the higher the current of a weld, the more heat is put into the base materials. Depending on the materials, their thickness, the travel speed, and other factors, heat can cause numerous problems. Multipass welding allows you to take the joint in stages, and allow each stage to cool down either slightly or totally before progressing to the next pass. This controls the heat you put into the workpieces more effectively than other techniques.

Often, multipass welding also has the added benefit of being stronger than an equivalent single pass for the same joint. Sometimes, this is because there’s no alternative for full penetration, but other times, it has more to do with the molecular structure of the materials and how heat affects the ductility or strength of a material.
Another potential reason is that a single pass on some materials and for certain thicknesses of material can be very difficult to do appropriately and risks burn-through and other problems. However, by performing multiple smaller passes instead, the final product becomes easier to perform. In other words, multipass welding can be used when the operator’s skill level isn’t quite up to where it needs to be to do the job in one pass.
Finally, sometimes, a multiple-pass weld is required by code or by welding specification documentation for the project you’re working on. In these cases, there are likely a variety of reasons why it is called for, including some or all of the above, as well as engineering considerations for the final piece.
What Are the Challenges and Drawbacks to Multipass Welding?
Despite the above indication that a multiple-pass weld can be easier than performing an equivalent single-pass weld, it is not a beginner-friendly technique across the board. There are some challenges, some risks, and some problems with multipass welding that need to be acknowledged and overcome for quality welds.
One of the biggest risks is the risk of inclusions in the weld joint. These are a risk to any weld, but when you perform a single-pass weld, you can inspect the results and look for pockmarks, voids, cracking, or other signs of inclusions. When you perform multiple passes, however, the initial passes are buried under more filler material and become impossible to inspect.
This means that one of the most important steps of multipass welding is preparing the joint by cleaning it.

Multipass welding also requires a properly prepared joint, even in the case of a repair. Usually, this means grinding away at the area to prepare a beveled space, often with a slight gap that can form a bead on the opposite side of the material. This bead, likewise, can be a challenge; some kinds of joints don’t want a visible bead on the other side, which can cause an obstruction.
Even small issues like mill scale, dross, slag from plasma cutting, impurities in the base materials, impurities in the filler material, impurities in the shielding gas used, or surface treatments like oil, grease, paint, or sealant can cause these problems. Thus, a huge part of performing a multi-pass weld is properly preparing the joint.
Another consideration when preparing the weld is choosing the right bevel and penetration level for the joint. Grinding out too much material or too deep of a bevel can cause problems. Moreover, properly grinding a workpiece can be awkward for some kinds of repairs, and can even be dangerous with the angles involved, particularly if you aren’t using the right kind of grinder. Picking the right abrasive is also important.
Relatedly, it’s common to perform the first pass of a weld and then grind it further to prepare for subsequent welds. This is often done when the first pass is still hot, both to save time and to minimize the grinding necessary; however, not all grinding tools are capable of withstanding that added heat, and may “glaze” the first pass, leading to inclusions.
Knowing How Many Passes You Need
How many passes do you need on a multi-pass weld to achieve the results you require? This varies. If you have an engineer signing off on a WPS, the information will be available to you there. Otherwise – particularly for repairs and more freelance welding operations – you will need to determine yourself. How do you make that determination?

Consider the various factors.
- Travel speed. The slower your travel speed, the thicker the bead you leave in the area you need to fill. This means you need fewer passes to fill the gap, and your multipass weld will only take a few passes. However, the slower you move, the more heat you create, so the greater the risk of problems with the joint. It’s worth mentioning that engineering and evaluation have determined that thinner passes aren’t a problem in terms of structural integrity; the main problem is simply time.
- Bead type. In particular, a stringer (or straight-line) bead is thinner and faster but will require more passes. In contrast, a weave bead, which involves moving back and forth along the length of the joint, will deposit more material and take fewer passes to complete the joint. Weaving may not be viable in your space or with the heat considerations you’re handling.
- Groove type. The kind of bevel used – usually either a U or a V – will have an impact. All else being equal, a U groove will take more material to fill appropriately than a V groove and thus will require more passes, slower passes, or a different bead type.
- Electrode. Generally, the higher the diameter of the electrode you use, the larger the deposition of material, and thus, the faster you’ll be able to complete the weld in fewer passes. This doesn’t affect quality beyond the same factors as otherwise listed, such as heat.
Determining how many passes you need may be a matter of math, but as likely as not, it’s simply a matter of doing pass after pass until your weld is complete. You might not know how many passes it will take until you’re finished.
How to Perform a Multipass Weld
What is the actual process of performing a multipass weld?
Step 1: Prepare the surfaces. Surface preparation involves several steps. Start by grinding and removing any coatings or greases that would contaminate a weld. Follow this by using a grinder to bevel the area of the joint. Typically, you then need to face the bevel to leave that gap in between workpieces. Finish by cleaning again to make sure nothing in the working area is coated or has remaining slag or dross in place.
Step 2: Perform the root pass. This is the first, deepest, narrowest pass of the multipass welding process. You may tack weld before this to ensure proper positioning of the workpieces. The root pass is usually a single stringer bead that has 100% penetration for the workpieces and fills in the bottom level of the beveled joint.

Step 3: Grind the root pass. Typically, you will grind out some of the root pass – often while it’s still hot – to prepare the surface for the remaining passes.
Step 4: Perform the hot pass. With the goal of performing your next passes while the materials are as hot as possible without damaging them, you will do more passes now, to burn out restudies, remove slag, and deposit more materials for a solid base.
Step 5: Add filler passes. Depending on the size and depth of the weld, you will need to perform more passes to fill up the area and leave a strong joint. There are a variety of different patterns you can use for this, though you generally alternate from side to side if you aren’t weaving, so you can make sure you’re adequately adhering to the walls of the base materials as well as previously deposited filler.
Step 6: Add the cap pass. The cap pass is the final pass that leaves a raised bead along the surface. This may be fine as-is or may be ground down to be flush with the workpieces, depending on the purpose of the joint.
Step 7: Refinish the workpieces. Grinding flush, removing any surface burrs and slag, and finishing by adding any coatings or paints you need are all the final steps.
Using the Right Tools for the Job
One of the keys to successful multipass welding is making sure you have the right welder for the job. This is especially a problem with welders that are difficult to adjust precisely, or that may have variability in voltage or deposition rate. You need good tools, so you’re not fighting them as you perform your welds.

If you’re in need of a new welding machine or simply want to try out something new to see if the grass is greener on the other side, we’ve got you covered. Our welding equipment rentals cover all the bases, so you can perform the tasks you need to handle.




