






Welding, as a general process, has a lot of small details that must be configured if you’re going to have a positive end result.
There are many different ways to make sure you do everything right. Experience is part of it, but a large part is technical documentation. Welder operators are rarely just told, “Join these two pieces of material at a 90-degree angle.” Instead, they’re given a WPS, or Welding Procedure Specification, which is a document that specifies all of the critical details of the welds they must create.
Among the many pieces of information in this document is the type of weld. This is generally denoted by a letter and number combination, such as 1G or 4G, or even something slightly more complex, like 6GR.
What do these mean? Knowing their definitions is a key part of making sure you’re welding properly. So, let’s run down the salient information you need to know.
What Does the Number Mean?
Since the welding specification is made up of a number and letter pair, it’s easy to break it down and define each of them individually.
The number is the easiest. Different welding specification standards, like AWS, ASME, and ISO, have different names for their tables of data, but the general information is the same across the board
There are six numbers. As you might expect, these are appropriately labeled 1 through 6.
The number is, specifically, the position you’re using when you’re welding.

They are:
1. Flat. Flat welding is welding below the torch. It’s among the most common, easiest to manage, and least complex of the welding positions. Because you’re working from above, you have good visibility. Because the workpiece isn’t at a strange angle (in general), you don’t need to worry about things like the weld pool dripping out of position or the danger of it dripping on you from above.
2. Horizontal. This is a position most commonly used for butt welds. Butt welds are joints where two workpieces are aligned on the same plane. The horizontal position means you’re moving side-to-side across the weld rather than pulling or pushing toward or away from you, as in position one.
3. Vertical. This means the materials are positioned in front of you such that you need to move either upwards or downwards along the seam to weld a joint. These are usually specified as either PF or PG for uphill and downhill. Downhill, in particular, is common and good for productivity since you aren’t fighting gravity nearly as much as you are with other positions.
4. Overhead. This is one of the most challenging and dangerous welding positions. Welding over your head means holding your welding torch above you, positioned so that you can safely weld without risking personal injury, damage to the workpieces, or other catastrophes. Experienced operators should be in charge of these kinds of welds, if not using machines to do it.
5. Pipe welding. The numerical specification five is complex because there are both uphill and downhill positions labeled PH and PJ in ISO nomenclature. Since pipe welding, by necessity, requires going around the circumference of a tube, it passes through flat, vertical, and horizontal overhead positions. The difference between uphill and downhill is where it starts; uphill starts at the bottom and ends up overhead, while downhill is the opposite.
6. Another form of pipe welding, specification six, is required for pipe welding certification. It’s a combination of all of the most complex elements of welding; it’s a pipe weld, so you have to go through all of the other positions in a smooth motion, and it’s joining two pipes at a 45-degree angle, adding an additional challenge to the whole production.
Again, numerical designators are mostly used in AWS documentation; other standards, like ISO, use different names for the same processes, sometimes with additional granularity.
Are There Special Considerations for Specific Numbers?
Of course. Different positions have different challenges. While 1G is generally considered the simplest and easiest kind of weld, each other type of weld offers its own challenges.
For example, 2F welding is more challenging than 1F welding.
“In the 2F/2f position, the butt weld is a bit more difficult than flat welding. This happens due to the molted metal flowing downward of the joint and the torch heat rising upward of the joint. Consequently, a uniform deposit cannot be applied to joints.
For better welds, welders need to align the metals and weld them at both ends. The movements of the torch should be slightly up and down to spread equal heat to both sides of the joint. In this way, the molten metal will not flow to the lower side of the joint and solidify the weld metal faster. For a master, a welder needs a lot of experience in 2f or any horizontal position. 2f is one of the horizontal positions for the fillet test.” – Welding Info
There’s also a kind of horizontal welding in pipe welding called rolled welding. Rolled welding is when the entire pipe apparatus is rotated so the operator can maintain a horizontal position and the workpiece moves under it. This is potentially easier and more convenient, though issues with rotation can cause problems with the weld along the way. It requires both welding automation and a skilled operator to keep pace with the rotation.

Higher numbers, in particular #4, is a very challenging type of weld. Different types of welding require different processes, and overhead welding adds additional considerations to the decision-making. Luckily, it’s not an unsolvable problem; both welding standards and skilled operators know what to do. You can read a complete rundown of this problem here.
What Does the Letter Mean?
Now that you know what the number means, you can learn what the letter means. As you might imagine, it’s another part of the overall welding specification. Since we’re talking about 1G, 2G, 3G, 4G, 5G, and 6G, it’s easy enough to give you a simple definition of the G.
G is a Groove Weld.
That’s it! Simple, right? Well, not so fast. There are a few complications to this.
The first is that G is not the only letter; it’s just the only one in the title of this post. While we could technically leave it here, that wouldn’t be very educational, would it?
There are two other letters that come up.
F is Fillet.
Groove and Fillet welds are the two most common kinds of weld. The primary difference between them is simply where the weld joint occurs on the workpiece. If there’s a gap between the two pieces, which is filled with filler material melted into the weld pool, that’s a groove weld. Groove welds can be performed on pieces that don’t touch flush with one another, or the surfaces can be prepared with a bevel or grinder.
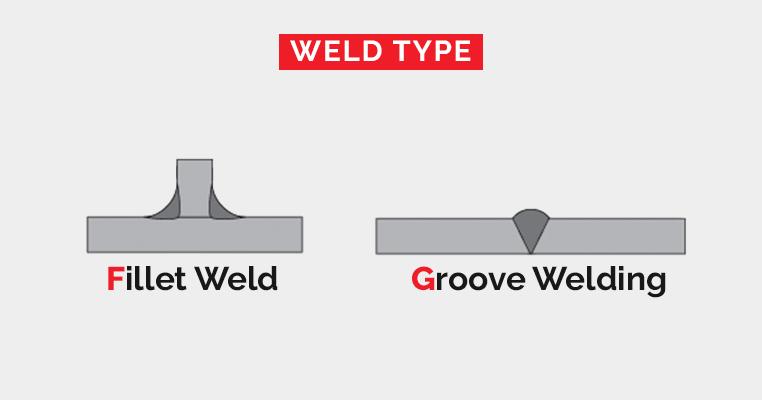
Conversely, if the two materials are touching with no gap and the filler material is deposited on the outside of the weld, that’s a fillet weld. You can read a lot more about these, as well as see diagrams of them in action, here.
So, what’s the third letter?
R, which is an add-on specifically for 6G to create 6GR.
So, what does this stand for? It’s “Restricted,” and it’s generally just used in welding certification tests. What is it, though?
“It is another form of a 6G test. The letter R stands for ‘restricted’. It means the weld is performed in a “ring mode” by placing a steel plate below the weld site with an inch gap. Basically, this is another difficulty level for welders in the certification process. In 6GR, welders need to make joints near the impediments like brackets and walls and attach the pipe to another structure.” – Welding Info.
In other words, it’s a restriction on your mobility. After all, in the real world, you aren’t always going to have perfect access and ideal positioning for your welds. You’ll have to work around, between, and under objects, and that can cause problems. Being able to successfully produce a complex weld like a 6G weld while under these challenging circumstances is a sure sign that you’re ready for certification.
The second complication is that not all welds with the same designation are the same. This is because the designation only describes the position of you, the operator, and your welding torch. The position, kind of joint, and angle of approach can vary.
For example, a simple 1G weld, where you’re positioned above the workpiece and moving horizontally, can occur as both a butt joint, a corner joint, a tee joint, a lap joint, or an edge joint. All of these have different positions for the workpieces, different angles of approach, and different considerations to ensure you’re getting the best quality joint you can out of your operation. However, they’re all labeled either 1G or 1F.
Comparing AWS and ISO
AWS and AMSE use the same designation, while ISO has their own. Here’s the conversion.
- 1G or 1F is PA
- 2F is PB
- 2G is PC
- 4F is PD
- 4G is PE
- 3G uphill is PF
- 3G downhill is PG
- 5G uphill is PH
- 5G downhill is also PH
- 6GR is PH or PJ, depending. Usually, it’s also specified as L045.
The reason that 5G uphill and 5G downhill are the same, PH, is that from a physics and mechanics standpoint, the operation is identical. In ISO nomenclature, the direction and starting point don’t matter, only the operation itself.

You may have noticed that there’s no PI; it skips from PH to PJ. There’s probably a reason for this buried somewhere in the documentation for ISO welding specifications, but it’s not terribly important. If you want to dig in, the full ISO specification is ISO 15614-1:2017 and can be found here.
How Valuable is Knowing the Terminology?
Knowing what the number and letter combinations mean can be valuable, or it might not be.
Why? Two reasons.
The first is that, for the most part, these designations are really only used in technical documentation, reporting, planning, and testing. Many welding operators are going to learn all of this information while they’re learning how to weld and how to read WPS documentation. In the real world, often, there are no specific classifications, and you just have to know what a situation will be and how to handle it.

Moreover, depending on where you live and work, you may never see the 1G/2G/etc designations. ISO specifications may be more commonly used or even used exclusively.
So, the general answer is that you should learn and know the terminology, but you may not really use it that much.
A more common visual language is welding symbols. Welding symbols are a challenge of their own. Sometimes, they’re clear; other times, they’re arcane and disruptive because of the time and effort necessary to interpret them. They can also be misapplied fairly frequently. Here’s a rundown of the situation.
Picking the Right Tool for the Job
A key element of successful welding is making sure you’re using the right machine for the job. Different welding processes have different pros and cons, as well as different specific considerations for the challenges you’ll face in using that process in various situations.
In order to weld successfully, knowing the position and angle of attack is just one small part of the process. You also need to know the type of joint, the materials involved, the environment, and even the tools.

Therefore, it’s always critical to pick the right tool for the job. Thankfully, that’s where we come in. At Red-D-Arc, we have a wide range of different welding machines available for rent. Whether you need a single-process machine you can cart from location to location, a larger multi-process machine you can make a centerpiece of your shop, or even a whole automation or fabrication setup and turnkey solution, we’re here for you.
All you need to do to get started is drop us a line to chat with one of our experts.
You can also browse our catalog of available machines and see if anything catches your eye. Get started today!




